Revolutionize Your Business with Machine Hub Software! Learn More

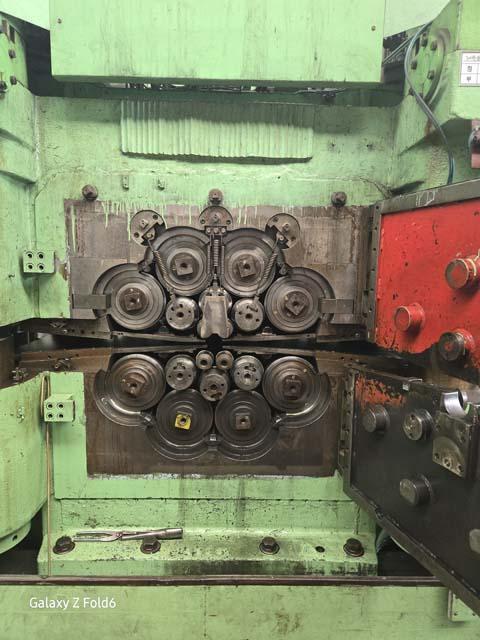
ZR22BE-52 TENOVA I2S 20-High Sendzimir Reversing Rolling Mill (14686)
Category
Model
ZR22BE-52
Stock #
Not specified
Year
Not specified
Condition
Not specified
Location
Connecticut
|
ZR22BE-52 SENDZIMIR REVERSING COLD ROLLING MILL
STOCK # 14686 Max coil width: 1250mm Material: stainless steel, Titanium alloy, etc Machine was made in 2011, which looks quite new. I2S USA (Model ZR22BE-52) 20-High Sendzimir Reversing Rolling Mill Introduction Overview The I2S 20-high reversing rolling mill is designed for cold rolling of stainless steel, with an annual production capacity of 100,000–150,000 tons per year per mill. The mill is supplied as a complete package by I2S USA, covering both mechanical and electrical/control systems. Its function is to reduce the thickness of annealed and pickled strip, while producing a smooth, bright surface finish and good flatness. The ZR22BE-52 mill is a specific design from Sendzimir Design Company. It is based on the optimized roll system of the ZR22B mill, with a specific increase in roll gap opening capability, which led to the new designation. This improvement is achieved by increasing the piston stroke of the upper and lower hydraulic cylinders and allowing additional eccentric rotation of the B&C and F&G backup roll assemblies. The roll gap opening of the ZR22BE is increased by approximately 4mm compared to the ZR22B. The ZR22BE also offers a larger roll gap opening than the ZR21B mill. The ZR22BE-52 mill is equipped with the following functions: hydraulic roll gap adjustment, crown adjustment, rolling line height adjustment, side eccentric adjustment, intermediate roll shifting, and automatic gauge control (AGC) and automatic flatness control (AFC). I. I2S (ZR22BE-52) Mill Equipment Capacity Parameters Parameter Specification Strip thickness Min. finished thickness 0.2mm / Max. entry thickness 6.0mm Strip width 800–1300mm Coil diameter Mandrel Φ610mm (with sleeve Φ830mm) – Φ2200mm Max. coil weight 25t (including sleeve/interleaving paper) Tension 300kN (at 800m/min) – 500kN (at 480m/min) Max. rolling speed 800m/min Max. rolling force 9000kN Main drive motor 4000kW Uncoiler/recoiler motors 4000kW Cooling system Oil cooling type; strip cooling spray 9000L/min; bearing cooling 3000L/min Filtration capacity 15800L/min Oil mist system 130000m³/h II. I2S (ZR22BE-52) Mill Main Equipment Components 1) Coil Storage Saddles Located in front of the recoilers, symmetrically arranged about the mandrel centerline at three equally spaced positions for coil storage. Additionally, a semi-automatic strapping machine is installed at the center of the No. 2 saddle to apply radial strapping to finished coils. 2) Coil Transfer Car The function of the coil transfer car is to transport coils from the saddles to the recoiler mandrel, or to remove finished coils from the recoiler mandrel and deliver them to the saddles. The coil transfer car can also deliver sleeves to the mandrel or remove sleeves from the mandrel. 3) Recoilers (Coilers) Located on both sides of the mill housing and integrally connected to the mill base. They are of cantilever design with a movable outer support arm. After the coil is loaded onto the mandrel, the outer support arm closes to provide rigid support. The mandrel has an inverted four-pyramid wedge block design, which together with four segmented expansion plates forms a complete solid cylinder. Hydraulic cylinders at the center of the mandrel control the expansion/contraction of the segments to grip the coil. The recoilers maintain constant tension during rolling for unwinding or rewinding. Max. unwinding/rewinding speed: 800m/min; max. unwinding/rewinding tension: 500kN; mandrel expanded standard diameter: Φ607mm. 4) Mill Platforms and Ancillary Equipment Located on both sides of the mill housing and rigidly bolted to the housing. The platforms are equipped with wipers (scraper rolls), shear, thickness gauges (X-ray or isotope type), tensiometers, pinch rolls, and deflector rolls. 5) Mill Housing The mill housing is of one-piece cast steel construction, annealed and stress-relieved, and precision-machined to ensure accurate fit of the backup bearing assemblies. The design feature is that under load, housing deflection is uniformly distributed across the housing width, achieved by thick side sections and tapered top and bottom structures. This configuration is easy to manufacture (as most surfaces are either vertical or horizontal) and provides excellent rigidity. ZR22BE-52 (I2S) type, 20-high monolithic mill housing. Max. rolling speed: 800m/min; threading speed: 30m/min; max. rolling force: 9000kN (rated 8000kN); full dynamic all-hydraulic screwdown system; screwdown control accuracy: ±0.001mm; control response time: <20ms; no-load screwdown speed: 3mm/s; no-load lift speed: 8mm/min; max. roll gap opening: 11.14mm; housing weight: approx. 61t. 6) Mill Roll System Roll Type Quantity Roll Body Diameter Roll Body Length Work rolls 2 Φ56–Φ69mm 1447mm First intermediate rolls 4 Φ96–Φ105mm 1625mm Second intermediate rolls (drive rolls) 6 Φ170–Φ176mm 1589mm Backup rolls (backing bearings) 8 shafts Roll diameter Φ297–Φ300mm 172.64mm (bearing width) Note: Each backup roll shaft consists of 6 bearings and 10 saddles (support seats). 7) Mill Flatness Control System The flatness control system consists of crown adjustment via the AC backup rolls, first intermediate roll shifting, together with the Level 2 mathematical model of the automation system and the electrical sequence control system. Crown adjustment: Accomplished by 8×2 hydraulic cylinders located behind the AC backup rolls, which actuate wedge blocks to exert pressure on the backing bearings, thereby affecting the pressure distribution in the controlled roll zones and controlling strip deformation. Intermediate roll shifting: Accomplished by axial shifting of the first intermediate rolls (which are tapered), affecting the pressure distribution at the strip edges to control edge flatness. Control parameters: Backup bearing crown adjustment stroke: horizontal ±0.6mm; position control accuracy: 0.001mm First intermediate roll shifting stroke: ±100mm; position control accuracy: ±0.1mm 8) Strip Cooling and Lubrication Strip cooling and roll lubrication (except for backup bearings) are accomplished via dedicated cooling spray bars. The spray bars deliver a flow rate of up to 8000L/min. The cooling oil is directed through specially designed nozzles at specific angles and positions directly onto the strip surface, the roll gap, and between the rolls and the strip. Backup bearing lubrication is accomplished by injecting rolling oil through the central bores of each backup roll shaft into the bearings. 9) Roll Changing Device The 20-high mill is equipped with a fully automatic roll-changing robot, capable of fully automatic changing of work rolls, first intermediate rolls, and second intermediate rolls, and semi-automatic changing of backup rolls. 10) Tail Coil and Sleeve Handling Equipment Tail coil and sleeve handling equipment are arranged on the outer side of each recoiler, enabling automatic removal of tail coils and automatic loading/unloading of sleeves. 11) Belt Wrapper (Belt Wrapping Device) The belt wrapper is used for coil wrapping of strip with thickness <3mm onto the mandrel or sleeve without the use of a gripper (jaw). It can automatically wrap and retract. 12) Single-Head and Double-Head Interleaving Paper Winders Single-head paper winder: Located on the outer side of the recoiler, aligned with the mill centerline; its function is to rewind interleaving paper inserted between strip layers during unwinding. Double-head paper winder: Located above the recoiler; in the standby position, it can retract to the drive side for paper loading; its function is to feed interleaving paper between strip layers during the final pass. 13) Symmetrical Equipment Arrangement The equipment on both sides of the 20-high mill is arranged symmetrically; except for the mill housing itself, the structure and quantity of auxiliary equipment on both sides are identical. 14) Mill Fire Protection System The fire protection system is divided into four zones: Underground oil cellar Rolling oil filtration room Mill housing area (including smoke extraction system) Coil transfer car pit The mill housing area is additionally equipped with an independent, fast-response fire suppression system. The entire mill fire protection system utilizes high-pressure CO₂ extinguishing. The system is equipped with smoke and heat detectors, enabling automatic detection and time-delayed activation. Prior to starting production, all systems must be confirmed to be in normal operating condition. **Temporary Specifications Subject to Revisions** **PRICE QUOTED AS IS WHERE IS SUBJECT TO PRIOR SALE** **ALL SPECIFICATIONS ARE SUBJECT TO VERIFICATION** |
No files or videos to display